




螺杆料筒的故障原因及排除方式
螺杆料筒的故障原因及排除方式有哪些。
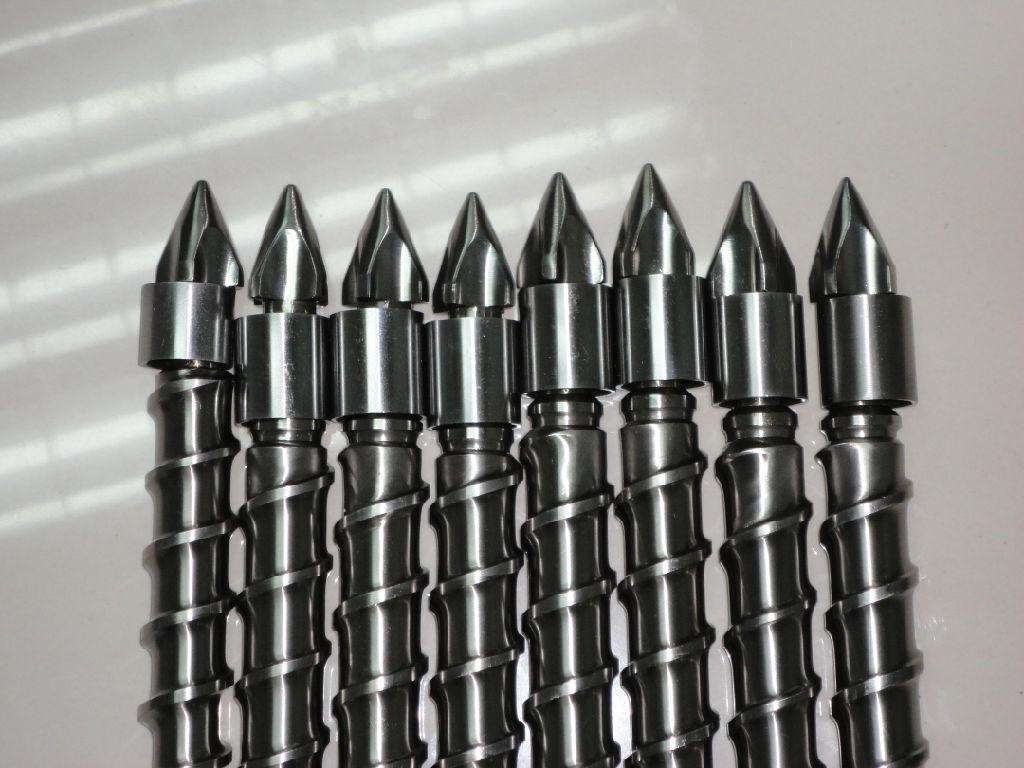
挤出机机筒螺杆塑化不好由于固相不能像流体那样流动,因此由剪切产生的热量较小。固相熔融的热源主要依靠机筒上加热器传导的热源以及熔膜中因剪切而产生的热源,其传导速度机筒温度,接触面积、塑料的空隙率以及导热系数等物理参数有关。
而当这些条件一定以后,螺杆的转速(实际上代表了塑料承受加热的时间)便直接影响着导热的情况。因此,在螺杆的前一部分,即加料段和压缩段必须保证塑料有足够的停留时间以将它加热成基本熔融的流动状态。然后在计量段中进一步承受剪切,塑化和均匀化以保证良好的制品质量。
但是当转速提高以后,塑料在挤出机机筒螺杆前部停留时间缩短,固相来不及便进入计量段,这样便有可能在制品中出现未塑化好的塑料。
挤出机机筒螺杆塑化不好排查原因:
1、仔细检查,从料斗开始,内弹簧射嘴.
2、清洗过胶头或者更换过胶头!把头拆下用火烧下把胶头上的余料彻底烧干净;
3、输送原料的管道是否防静电软管,或者是不锈钢管道,原料输送的时候和普通PVC软管摩擦时会有静电产生,而静电会导致产品黑点的产生;
4、检查下螺杆机筒原料是否加了色粉,温度是否设置适当,新机料筒有可能有油,等等原因;
5、检查原材料的除湿干燥机,再生温度很高,加热管质量不好的话容易有黑色片状物从加热管外壁脱落,然后掉到分子筛里,再进入整个系统.这样一来,你做出的产品就有黑点.
6、要用专用螺杆机筒的,因为PC料腐蚀性很大,螺杆一腐坏就会有黑料出来了。


